Com es treballa el molí de mà
Frazer és una eina única amb una gran funcionalitat, que és una eina indispensable en el negoci de la fusteria. Un molí de mà permet crear diversos tipus de connexions entre peces de fusta, fer processats de vores, arestes i capes de blancs, utilitzar-lo per seleccionar solcs i ranures, així com per tallar fusta i gravar metalls.
El contingut
Normes generals de treball
Malgrat la seva facilitat de maneig, el router és una eina traumàtica si l’utilitza sense seguir regles senzilles. Per tant, les regles bàsiques per treballar amb aquesta unitat són les següents.
- Les mànigues de roba s'han d’adaptar a les seves mans. Si teniu els cabells llargs, heu de recollir-los per evitar que caiguin sobre el tallador i la posterior serpenteja.
- Abans de començar, assegureu-vos de fer-ho comproveu el cable de xarxa per danys a l’aïllament. El dany a la corda es produeix en el moment en què el cable colpeja accidentalment el molí que encara no ha parat. Les abrasions d’aïllament trobades s'han d’aïllar.
- Prepareu el lloc de treball de manera que no contingui objectes estranys (claus, tornavisos, cargols, etc.) que puguin quedar sota l’eina de treball i danyar-lo.
- Ús únic eina ben afilada (talladors). Podeu comprovar la nitidesa de la fulla amb el dit: per això heu de subjectar-los a la fulla en un angle de 90 graus. Si la vora és nítida, llavors sentiràs una llum a la pell per les vores agudes. En cas contrari, el dit lliscarà fàcilment de la fulla.
- Abans d’utilitzar el tallador amb un coixinet de pressió, assegureu-vos de greixar-lo amb una gota d’oli. El rodament ha de girar fàcilment i sense retards.
- Quan instal·leu les eines al pinzell, assegureu-vos que el tall de la màquina entrin en ell no menys de 20 mm.
- Cada vegada, en instal·lar el tallador, traieu els dipòsits de carboni i els residus de fusta de les seves pales amb una placa de metall suau.
- Ús ulleres de seguretat especials. Bé, si són a prova de pols.
- Assegureu-vos de protegir el vostre sistema respiratori de la pols fina que es forma abundantment durant el fresat, especialment si les peces estan fetes de taulers de fusta aglomerats i MDF. Com a defensa, podeu utilitzar un respirador o una màscara mèdica habitual adquirida a una farmàcia.
- Fixeu sempre la peça a la taula amb pinces. Mantenir la peça amb una mà durant el processament està prohibida.
- Seleccionar bé velocitat de rotació unitat de fus, segons el diàmetre de l’equip instal·lat. També heu de prestar atenció duresa de la fusta. Com més gran és la duresa del material, més velocitat de rotació s'hauria de fixar.
- El tallador en un pas ha de ser immers en la peça a una profunditat no superior a 3 mm.
- Abans d’iniciar el processament de la peça de treball, haureu d’encendre l’encaminador i esperar el moment en què el molí reunirà l’impuls necessari i després procedir a la introducció del molí a la fusta. Si comenceu a fresar a baixes tensions oa les revolucions inicials de l’eina, la part de tall de l’eina colpejarà la peça de treball, formant encenalls. A més de danyar les peces, el router pot saltar a un costat i ferir a l'operador.
- Manteniu la màquina de manera que pugueu veure les eines rotatives i controlar la seva immersió en el material.
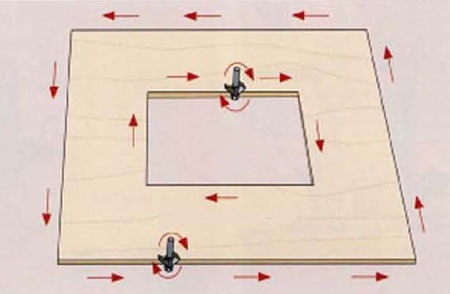
- A mesura que el molí gira en horesla fletxa, el moviment de l’encaminador hauria d’orientar de manera que les pales de l’eina es moguin cap al materialcom es mostra a la imatge següent.
- La fresa s’ha de mantenir fermament a les mans, però sense pressions excessives a la peça de treball. Premeu-lo de manera uniforme i conduïu la unitat sense problemes, sense sacsejar, durant tota la trajectòria del moviment.
- Si el treball es realitza a baixes revolucions, i fins i tot durant molt de temps, necessita es refreda de tant en tant. La unitat s'ha d’engegar a la màxima velocitat (ralentí) durant 20-30 segons, de manera que el motor estigui ben ventilat pel flux d’aire creat per l’impulsor muntat al seu eix.
- Per aturar el fresat, per exemple, a les vores de la peça de treball, primer heu de treure el molí de fusta i, a continuació, apagar la unitat. Però, quan fresceu una ranura profunda, primer heu de detenir l’alimentació de l’eina, apagar-la, esperar fins que l’eina es detingui completament i després només traieu el tallador de l’escot.
Preparació de l'eina per al treball
El més important abans d’iniciar el fresat és configurar la unitat per a un tipus de treball específic, tenint en compte les propietats del material que s’està processant i el tipus d’eines.
Selecció de velocitat
La fresadora és una unitat capaç de desenvolupar revolucions de cargol molt altes, de 8000 a 24000 rpm i més. Com més gran sigui la velocitat de rotació de les eines, la més neta és la superfície a tractar. Però heu de tenir en compte que superar la velocitat permesa per a alguns talladors pot provocar la crema de la peça de treball als llocs de mecanitzat. Per tant, a més de la velocitat de rotació de l'eina, cal tenir en compte velocitat lineal de la fulla. Com a regla general, com més gran és el diàmetre de les eines, més ràpid es farà girar la vora de tall. Si teniu intenció d’utilitzar un complement de gran diàmetre, caldrà reduir lleugerament les revolucions del fus.
A continuació es mostra una taula amb la qual es pot triar la velocitat òptima de rotació de l’eina, en funció del seu diàmetre.
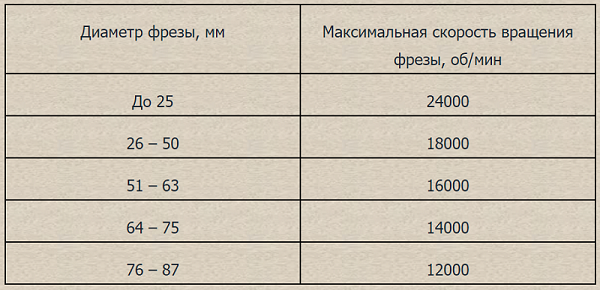
A més, en triar la velocitat de rotació de l’eina, cal tenir en compte la duresa del material que es processa. Es requereix la mòlta de fusta dura a una velocitat inferior a la recomanada per a un diàmetre específic de l'eina.
També hauríeu de reduir la velocitat de l’eina si necessiteu tallar PVC, processar plexiglàs i plàstics. A velocitats elevades, el plàstic començarà a fondre's i s'enganxar a les vores de les eines. En cada cas, la velocitat de rotació es selecciona experimentalment.
Instal·leu el tallador
Abans de substituir l'eina és necessari desconnecteu el router de la xarxa. No s’haurà de desactivar el botó d’inici. És molt important desconnectar el cable d’alimentació per evitar l’arrencada accidental del motor.
Els aparells canvien de la següent manera.
- Col·loqueu la màquina al costat per tal que el botó que manté la claveguera estigui a la part superior.
- Premeu el botó i gireu el cargol fins que es quedi enganxat amb el retenedor. Després, poseu la clau a la rosca de la pinça i desenrosqueu-la. En alguns models de maduixes és possible que aquest botó no sigui. En aquest cas, necessiteu 2 claus. La primera tecla es posa a la rosca situada a la claveguera i actua com a retenció (si la reposeu contra la barra de guia), i la segona tecla s'utilitza per afluixar la rosca.

- Després d’afluixar la pinça de la pinça, traieu-la.
- A continuació, inseriu un nou complement, penjant-lo al coll a una profunditat mínima de 20 mm, és a dir, fins que es detingui.
- Ajusteu la femella de pinça. Apreta l’eina amb força suficient, però no prou com per interrompre el fil.
- Desbloqueja el fus.
Cal recordar: la rosca de fixació de la pinça no es pot endurir si no hi ha útils. Això ho trencarà.
Configuració de la profunditat del processament
Gairebé totes les unitats de fresat instal·lades ajustadors de profunditat. La configuració de la profunditat de l’instrument és la següent:
- Col·loqueu la unitat sobre una superfície plana, per exemple, sobre una taula.
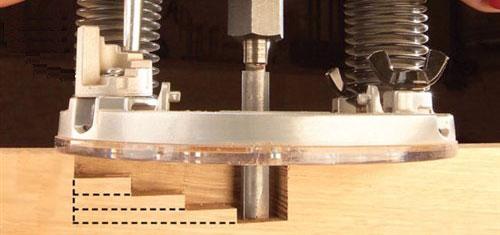
- Col·loqueu el pas de la tapa de la torreta (1), que té l’alçada més petita, sota el limitador d’immersió (2).


- Traieu el bloqueig de la parada de profunditat desviant lleugerament el cargol (3) de manera que la parada (2) es pugui moure lliurement.
- Desbloqueja el mecanisme d’immersió de la màquina. En alguns models de maduixes, el motor es fixa en barres verticals amb un mànec giratori. També hi ha un nombre considerable de models d’aquestes unitats, on l’accionament està bloquejat amb una palanca especial.
- Baixeu el motor cap avall fins que la fresadora toqui la peça de treball. Això s’ha de fer lentament per evitar que les pales toquen la peça.
- A continuació, haureu de fixar de nou el motor sobre els rails.
- Baixeu la tapa de profunditat (2) al pas més baix de la tapa de la torreta (1).
- Situeu el control lliscant (4) a l'escala "0" (6).
- Aixequeu el limitador (2) a tal alçada que davant del lliscador (4) de l'escala (6) és el valor d'immersió que voleu realitzar. Per a un ajustament gruixut, el limitador (2) s'alça o baixa a mà. Es fa un ajustament més precís de la profunditat d’immersió de l’eina utilitzant el mecanisme d’ajust fi (5).
- La posició del tap (2) s'ha de fixar amb el cargol de bloqueig (3). Ara podeu desbloquejar el mecanisme d’immersió i aixecar l’equip amb el motor cap amunt.
Com a resultat, si baixeu la unitat fins que la parada (2) toqui el pas més baix de la parada de la torreta, obtindreu la màxima extensió del tallador en relació amb la base de la unitat. Aquesta quantitat d’eina d’immersió a la peça de treball serà final, és a dir, tenir la profunditat necessària.
Si voleu fer una ranura profunda que no es pot seleccionar en una sola passada, podeu utilitzar un suport de torreta per submergir gradualment l’eina a la peça de treball.. Per fer-ho, moveu el pas més alt de la parada de la torreta (1) sota el limitador de profunditat (2) i realitzeu el fresat. A continuació, substituïu la parada següent, la parada inferior i torneu a fer una eina de pas. Quan la parada arribi a la parada més baixa, s'obtindrà la profunditat necessària del solc. La figura següent mostra com l’eina s’ha aprofundit progressivament a la peça de treball, si utilitzeu una parada de tipus revòlver.
Processament de vores
Per processar les vores i els extrems de la peça amb especials molins de tall. Poden ser rectes i arrissades. Els talladors recta s'utilitzen per tallar (anivellar) les vores de les peces en un patró (corbat) o en una regla. Per exemple, si talleu el tauler aglomerat amb un trencaclosques elèctric, no podreu prescindir d'un router en aquest cas. La vora després de passar per la lima de les ungles resulta desigual i amb xips petits. Per donar-li una geometria perfecta, feu el següent.
- Fixeu-hi una fresadora de tall recte a la punta del router. Aquest molí pot tenir un suport a la part inferior o inferior (a prop del forat).


- Si el molí té un coixinet de pressió inferior, llavors la plantilla es col·loca sota la peça de treball i les dues parts es pressionen contra el banc de treball amb pinces. Per contra, la plantilla es fixa a la peça de treball amb el cojinet superior de la impressió.
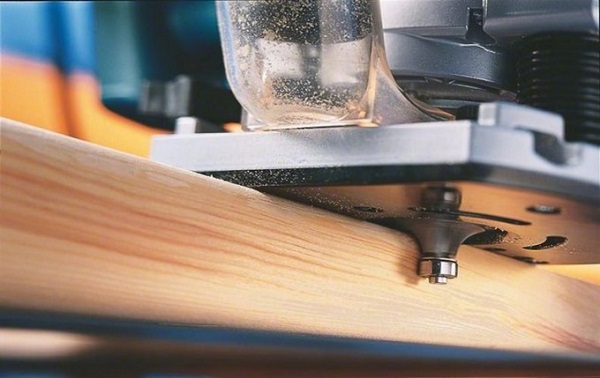
- En el cas de amb rodament inferior Col·loqueu el morro a la vora de la peça de treball i baixeu el tallador de manera que els rodaments d'embranzida estiguin al centre de la cara de la plantilla i la part inferior de les fulles s'estengui al voltant de 2-3 mm a la plantilla. Per talladors amb rodament superior Tot es fa al revés: la cara del molí es col·loca a la plantilla sota la qual es col·loca la peça. La fresa es redueix fins que el rodament arriba al centre de la plantilla i la part superior de les fulles no la captura de 2-3 mm.
- A més, la peça de treball lleugerament fixada està alineada amb la plantilla (es pot utilitzar un martell de goma) pel marcatge aplicat anteriorment.
- Després d’anivellar, premeu les parts amb pinces al banc de treball. Si el manteniu sense cap problema, poden canviar a causa de la forta vibració quan l’eina funciona.
- Col·loqueu el bit del router a la peça de treball (plantilla), sense tocar els detalls del molí, engegueu la unitat i espereu fins que arribi a tota la velocitat;
- Desplaceu el tallador sense problemes fins al principi de la peça de treball, de manera que l’eina es talli en ell i posi el rodament a la plantilla i, a continuació, es talla al llarg de tota la vora.
Per processar els extrems dels espais en blanc, podeu utilitzar fresadores submergibles convencionals (verticals). Si es necessita per treure voladissos de PVC, el gruix dels quals pot arribar a arribar als 4 mm, serà més convenient treballar amb una fresadora de vora, ja que té dimensions compactes i lleugeres.

Molins de cara figurats utilitzat principalment per al processament de productes de fusta i MDF. En aquest cas, en primer lloc, la peça de treball rep una certa forma mitjançant una fresadora recta. I després d'això, s'introdueix una eina amb el perfil de figura requerit a la pinça i les arestes es mecanitzen de la manera habitual. Només com a plantilla o guia per al rodament se serveix la vora alineada de la peça.

Quan es molin les peces de fusta, cal tenir en compte la direcció de les fibres de fusta.. Si no ho feu, es produiran estelles a les cantonades de les peces o en els punts on les fibres longitudinals es converteixen en el final en processar, per exemple, les parts corbes. Per evitar xips, haureu de treure el "problema" situat a la peça de treball (figura A). Si passem per aquestes seccions de la talladora de la manera habitual (contra la fletxa), la majoria de les vegades provocarà la formació d’encenalls. Per tant, fins a les zones "problemàtiques", l’eina s’alimenta contra la fletxa i, en els punts de transició de fibra, la direcció s’inverteix (figura C).

Es pot aplicar la mateixa regla processant cantonades de blancs de fusta. Primer, el tallador ha de passar per les fibres al llarg de la fletxa (a través de la cantonada), després de la qual cosa la cara continua a la manera habitual.
Si es realitza la mòlta de façanes de MDF (abans de enganxar de plàstic) o altres productes d'aquest material, no haureu de preocupar-vos de les arrugues, ja que el material té una estructura uniforme.
Tall de forats
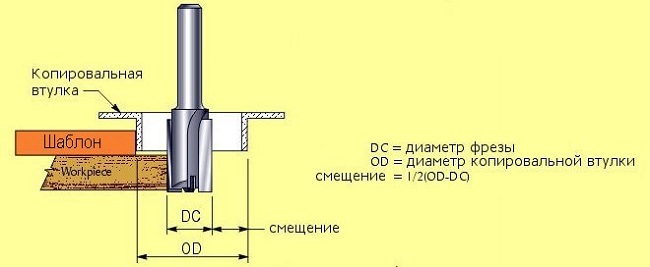
Per tallar forats en blancs de fusta, podeu utilitzar-los talladora de ranures rectes. Si el forat té una forma complexa, es tallarà per un encaminador segons una plantilla preparada amb un anell de còpia. Aquest últim s'uneix al bit del molí i, quan la unitat està en funcionament, fixa el moviment de l'eina en la direcció desitjada.
Per tant, per tallar un forat en blanc en blanc, heu de realitzar les operacions següents:
- fixeu una talladora de ranures rectes a la pinça del dispositiu;
- adjuntar una funda de còpia al bit del router;
- poseu-vos a la taula de treball la peça en què voleu fer un forat;
- Col·loqueu petits trossos d’aglomerat sota la peça de treball per elevar-lo lleugerament per sobre de la taula (és necessari per sortir de l’eina en tallar la peça);
- poseu la plantilla amb el forat ja preparat a la peça de treball i premeu ambdues parts a la taula amb pinces;
- establiu la quantitat mínima d’abast de tallador (aproximadament 3 mm) en relació amb la base del dispositiu;
- enceneu el router i baixeu-lo suaument a la plantilla de manera que el router s'introdueix suaument al material;
- fer fresat al voltant del perímetre de la plantilla;
- baixar la fresadora altres 3 mm i repetir l'operació anterior;
- continuï afegint 3 mm de profunditat fins que el molí passi la peça.

De la mateixa manera que pugueu tallar un forat rodó segons el patró apropiat. Però per tal de tallar un cercle a la peça de treball, hi ha una manera molt més fàcil. El paquet de la majoria dels models de maduixes ja inclou circulador. Consisteix en una barra amb un cargol regulable (puntejat) a un costat.

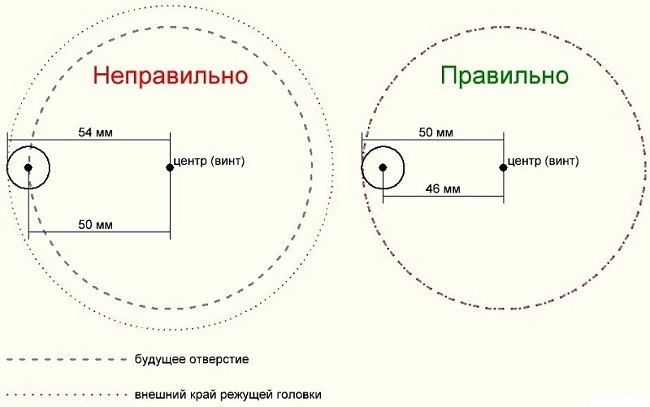
La barra està fixada a la base de la unitat i el cargol apuntat s'insereix al forat que serveix de centre del cercle futur.A continuació, cal configurar el radi desitjat, tenint en compte el diàmetre del tallador. La figura següent mostra com calcular correctament el radi del forat.
El fresat es fa de la manera habitual en diverses etapes, cada vegada que s'aprofundeix l'eina en 3 mm.
També es poden perforar forats, per exemple, molí per a la instal·lació de frontisses de mobles. Això es fa de la manera següent.
- Pinça a la pinça de la màquina Trepant Forstner diàmetre requerit.
- Definiu la velocitat mínima del fus.
- Col·loqueu el router en una superfície plana.
- Baixeu el tallador de manera que la punta del centre no arribi a la superfície de la taula de 2-3 mm i fixeu el disc sobre les guies.
- A continuació, baixeu la parada de profunditat a qualsevol pas de la torreta i fixeu-lo amb el cargol de bloqueig. Gràcies al limitador de profunditat, la fresadora no pot caure per sota del nivell requerit.
- Desbloqueja la unitat de manera que pugui moure's lliurement amunt i avall al llarg de les guies.
- A la peça de treball hauria de ser el centre del futur forat.
- Col·loqueu el punter de l'encaminador a la peça de treball i baixeu el molí de manera que la punta situada al centre pengi exactament sobre el lloc previst de la peça.
- Aixequeu el tallador lleugerament per sobre de la peça de treball, engegueu la unitat i després d’un conjunt de rotacions completes, comenceu a submergir l’eina en el material fins que la parada de profunditat arribi a la parada. En aquesta operació de perforació es pot considerar completada.
Abans de perforar la peça de treball, haureu de fer la mateixa operació en algun tros de fusta o taulell laminat de gruix similar.
És important que aquest forat cec tingui la profunditat necessària suficient per instal·lar-hi les copes de frontissa dels mobles, mentre que no hi haurà cap protuberància ni forats a la part posterior de la peça.
Si necessiteu fer-ho a través del foratllavors el limitador de profunditat no és necessari. Per obtenir una sortida de tallada "neta" a la part posterior de la peça de treball, la perforació s'ha de realitzar en dues etapes. A la primera fase, el trepant de la copa es troba immers en la peça de treball fins que es forma un petit forat de la punta al revers. A més, la peça de treball es retorna, la punta de la broca està instal·lada al forat resultant i es realitza una perforació addicional. Així, les vores del forat en ambdós costats de la palanquilla són llises i sense estellar.
Inseriu panys i panys
Per a la inserció de frontisses i panys en una porta de fusta, s'han desenvolupat diversos dispositius especials sobre els quals es troba instal·lada una fresadora submergible.

Aquests dispositius són bastant cars, de manera que els mestres estan intentant fer-los amb les seves pròpies mans. Per exemple, una màquina de tallar els bucles inserits sense plantilla, una cosa bastant problemàtica. Però aquest procés es simplifica considerablement si feu una plantilla senzilla especial. Com fer-ho, podeu aprendre d’aquest vídeo.
Els panys d’inserció a les portes interiors es produeixen en 2 etapes: primer, es forma una ranura àmplia sota la placa frontal del pany, i després es selecciona una ranura profunda sota el cos de pany. Per formar el seient del cos de bloqueig, heu de seguir els passos següents.
- Tome un tallador de ranures rectes amb un diàmetre de 0,5 mm més gran que el llistó de la pany.
- Ajusteu la profunditat d’immersió a uns 3 mm (segons l’espessor de la placa).
- Connecteu una parada paral·lela a la part inferior de la màquina.
- Connecteu la placa de bloqueig a l’extrem de la fulla de la porta i encerclleu-la amb un llapis. Busqueu el marge central de la porta i traieu-hi una línia (al llarg de la web).
- Instal·leu el router amb èmfasi al final de la porta i centre el router segons el marcatge i, a continuació, fixeu el suport en aquesta posició.
- Engegueu la unitat, submergiu el tallador a la fulla de la porta a la profunditat establerta i talleu la zona durant tota la longitud. El resultat serà una ranura àmplia i poc profunda sota la placa frontal del pany.
- Col·loqueu el pany a la ranura resultant, marqueu on hi haurà el principi i el final de la ranura profunda.
- A continuació, haureu de triar un tallador (ranura recta) amb un diàmetre tal que sigui lleugerament més gran que el gruix del cos de la pany de morter. A més, el seu forat hauria de tenir una longitud suficient per tal que aquesta talladora pugui fer una ranura de 2-3 mm de profunditat més que l'alçada del cos de bloqueig.
- Fixeu l’eina sobre la pinça de l’equip.
- Establiu a la unitat la profunditat d’immersió màxima de l’ajust, suficient per inserir el cos de bloqueig. Això es fa amb l’ajust de la profunditat.
- Engegueu la unitat i perfecteu la profunditat completa establerta al començament del marcatge. Repeteix el trepat al llarg de tota la secció, col·locant els forats el més a prop possible entre ells.

- Quan s’hagi elaborat tota l’espai, aixequeu el tallador lleugerament de manera que la part superior de les fulles de l’utillatge surti de la ranura una mica (1-2 mm) i realitzeu un fresat movent la unitat cap enrere i cap enrere. Després de diverses passades, el tallador es pot aprofundir i realitzar de nou l'operació anterior. Com a resultat, obtindreu un solc profund amb un fons pla i parets llises.


Mostreig de ranures i quarts
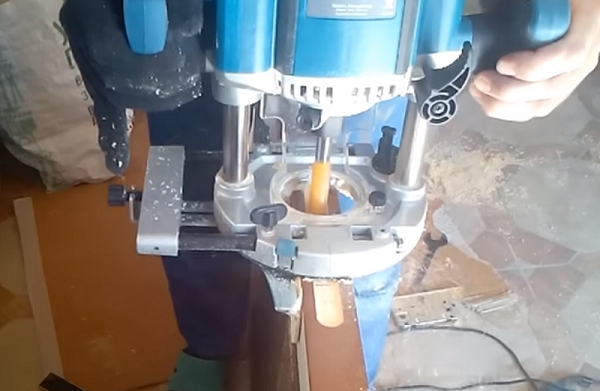
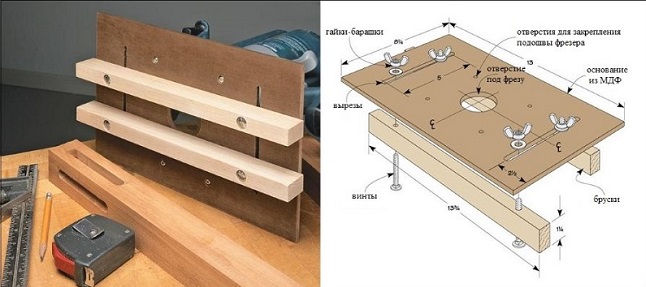
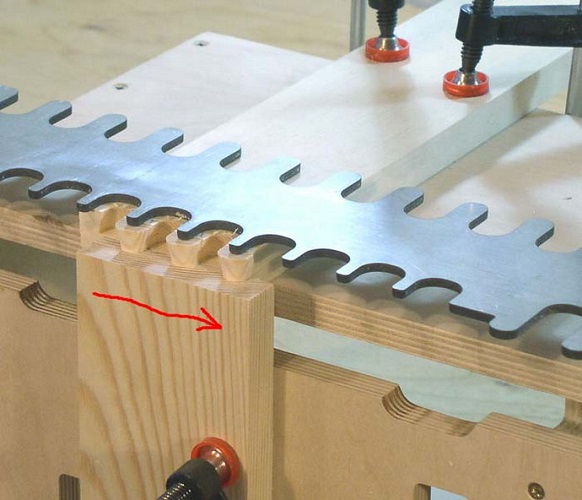
Per seleccionar la ranura a la superfície de la peça o la vora (extrem), podeu utilitzar una parada paral·lela, com en el cas de les panys de les portes. Però podeu crear un dispositiu especial que faciliti el procés, si voleu triar les ranures en un gran nombre de parts idèntiques de l'arbre. Com es veu? eina de ranurates mostra a la imatge següent.
Aquest dispositiu està configurat simplement:
- la unitat està instal·lada a la plataforma;
- tota l'estructura està sobreposada a la peça de treball;
- utilitzant guies paral·leles, una talladora de ranura recta està centrada en relació amb el marcatge a la peça;
- Després d’ajustar la profunditat de l’utillatge (normalment requereix diverses passades), s’estanquejant ranures.
Per seleccionar un quart en blanc en blanc, utilitzeu tallador de ranures amb rodament.

La vora (extrem) de la peça de treball serveix de guia per a les eines. L’eina es fixa a la pinça d’aplicació, després de la qual cosa s’estableix l’alçada d’immersió i es mostra el trimestre de la manera habitual.

La selecció de trimestres no és l'única funció d'aquest instant. Amb ell, podeu seleccionar una ranura al llarg de la vora de la peça de treball i fer una placa ranurada. La profunditat de la ranura es regula canviant els coixinets d'empenta de diferents diàmetres.

Per a la fabricació de taules estriades en grans volums caldrà fixar el router a la taula.
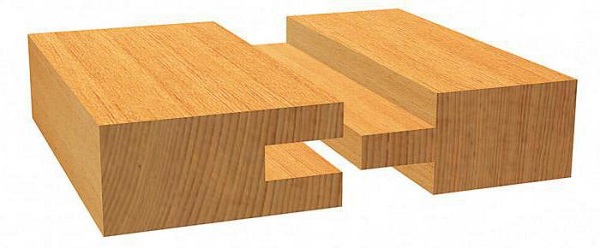
Connexió entre ranures i espines d'espina
Per crear una connexió entre ranures, hi ha moltes eines complexes. Però si la producció de productes de fusta no es posa en marxa, la connexió de la ranura d'espina amb l'ajut d'un molí de mà es pot fer d'una manera senzilla.
- La part en què es tallarà l’espiga hauria de tenir una mida acabada. Quan feu el marcatge, heu d’afegir la longitud de l’espiga a la longitud de la peça. Per exemple, per a les cames de taules i cadires hi haurà una longitud d’espina de 30-40 mm, i per a portes de 55 a 70 mm. Utilitzeu el quadrat per fer un marcatge a la vora de la peça de treball.
- Agafeu una serra de serra i feu petits talls (aquestes seran les espatlles de l’espiga).

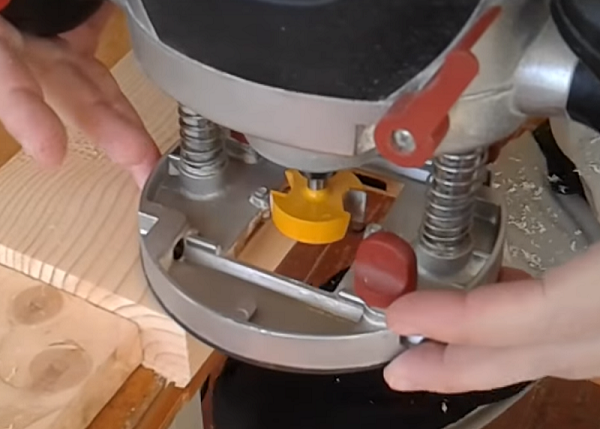
- Prepareu-vos tallador "barril"I fixeu-lo al dispositiu de fixació. Amb la seva ajuda es crearà una connexió de punta.
- Fixeu la peça a la taula de treball i, perpendicularment, assegureu-vos la segona part del mateix gruix (que servirà de suport per a la broca).

- A continuació, cal configurar la quantitat de sortida del tallador relativa al lloc de la unitat. Si l’espiga està situada exactament al centre de la peça de treball, l’espai d’eina ha de ser tal que després de girar la peça i la segona passada, obtindreu el gruix de les puntes corresponent a l'amplada de la ranura. L’amplada de la ranura, al seu torn, depèn del diàmetre del tallador de ranures. És a partir d'aquesta mida que hauria de començar el càlcul de tota la connexió.
- Una vegada que hàgiu decidit la profunditat de l’eina i establiu el limitador, podeu començar a provar l’espiga.Engegueu la unitat i comenceu a fresar la peça, però en etapes, aprofundint en el material de 3 mm cada vegada.
- Quan s'arriba a la profunditat desitjada, atureu la màquina i gireu la peça.
- Continua el mostreig de pics utilitzant el mètode descrit anteriorment. Com a resultat, obtindreu espina rectangular. Però, atès que la ranura tindrà un arrodoniment a les vores del tallador, a la punta hauràs de tallar les cantonades. Això es pot fer amb un ganivet o amb una rectificadora.
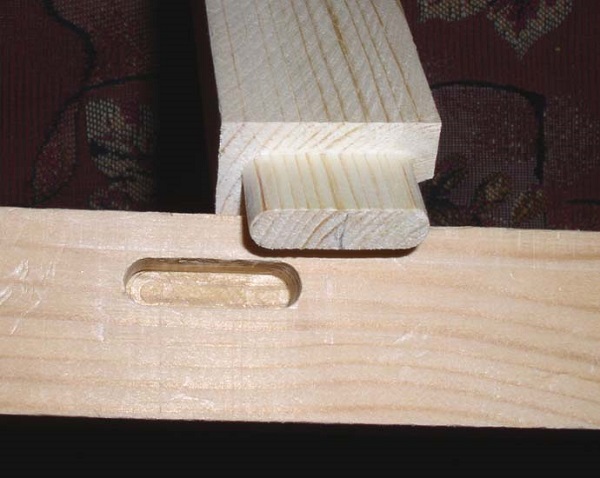
Com s’ha escollit el solc, s’ha discutit amb detall a dalt. Si voleu fer una ranura d'espina al llarg de tota la longitud o amplada de la peça de treball, no necessitareu rodar les cantonades de l'espiga.
Per fer una cua de pala de pela, utilitzeu un dispositiu especial.

Al molí està instal·lat cua de ranura "cua de milà", i també la funda de còpia que té els costats, per obtenir el millor posicionament en ranures d’una plantilla.

Després de subjectar la plantilla i la peça de treball es realitza amb molí d'acord amb les regles generals.
També es fa servir la connexió de la ranura i la llengua. en la fabricació del folre. Només per fer el folre, heu de tenir un conjunt de 2 talladors. Un tallador selecciona una ranura a la vora de la peça, i l'altra, fa un punt.

A fer un fitxer, la vora de la qual és una espiga, i tallar una ranura al marc de la façana, també utilitza un conjunt de talladors.

Treballs metàl·lics
El fresat metàl·lic amb una fresadora manual es realitza en casos molt rars, ja que aquesta eina no està destinada a aquests fins. De vegades s'utilitza per treure soldadures o forats rezsenkovki. També es pot treballar amb aquesta eina per processar productes d’alumini, coure, bronze i llautó (per seleccionar les ranures). A la unitat s’instal·la un tallador de ranures de carbur i la peça és fresada de la manera habitual.
Al mateix temps, al dispositiu cal ajustar la velocitat mínima del fus i la profunditat de l'equip per a un pas ha de ser de 0,5 a 1 mm.
De vegades es fa servir un molí de mà per gravar patrons en plànols de metalls no ferrosos. En aquest cas, les mateixes plantilles i aparells s’utilitzen com per al treball de la fusta; només s’uneixen eines especials a la pinça amarga. talladors de gravat.

Talla i artesania figurada
Normalment, per tallar la fusta amb forma de forma, utilitzeu ranures talladors rectes de filet i morter. La mòlta manual a la talla de fusta és la següent:
- instal·lar un tallador de ranura de filet de diàmetre petit a la unitat;
- aplicar un patró en blanc (podeu utilitzar un patró);

- cercleu el patró amb un marcador negre (no amb alcohol);

- passar per les línies dibuixades amb un molí de filet, fixant la profunditat d’immersió de 3-4 mm;

- A continuació, haureu de canviar el tallador de filet a un tallador de ranures rectes i seleccionar l'interior del patró;

- després de la mòlta, el patró resultant ha de ser polit amb paper de vidre i envernissat.

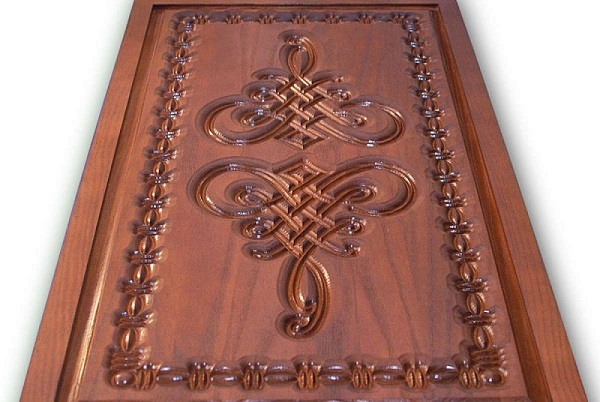
De la mateixa manera es fa talla volumètrica de figures a l'arbre. Només es tria el molí no pel patró, sinó pel fons que l'envolta. L’ornament d’acabat és ja un trepant o un mini-trepant (gravador).

A més, amb l’ajut d’una fresadora, no només es realitza una talla superficial de fusta, sinó també la calada a través del punxonat, panells de mobles prims, plaques de MDF. La figura següent mostra un patró ranurat fet per un encaminador de fusta contraxapada.

El processament de fusta contraplacada es fa amb talladors ordinaris per a la fusta.
Atès que la fusta contraxapada conté una certa quantitat de composició adhesiva, l’equip s’ha de netejar de la cola que s'enganxa a les fulles amb més freqüència que en processar la fusta.
Mitjançant les tècniques esmentades anteriorment, podeu tallar elements arrissats per a miradors, façanes de cuina, mobles de campanya, etc.

Diverses figures es poden decorar amb fusta tallada artesania de fusta. Per exemple, taüts, backgammon, fan signes per a diverses institucions.


El Fraser també s'aplicarà si cal fer balustresdecorat amb fil retorçat o recte.Per fresar ranures rectes, utilitzeu un dispositiu especial que sigui fàcil de fer amb les vostres pròpies mans.


El procés de mòlta de balustres és el següent.
- El molí de ranurat de filet amb el rodament està instal·lat a la unitat.
- Perquè la peça no giri, es fixa amb un cargol. Ha d’entrar en un dels forats del disc amb el balustre unit.
- A més, l’eina es redueix de manera que el coixinet d’empenta siga cap a l’esquerra o a la dreta de la peça de treball i just a sota del seu centre. Però el tallador ha d'estar exactament al centre de la peça.
- Després de col·locar les eines, la unitat s'encén i es produeix una ranura arrodonida (el coixinet condueix l'eina, repetint totes les formes del balustre).
- En el següent pas, es retira el router cap al costat, es deixa anar el cargol de fixació i es gira el disc de manera que el fixador toqui el forat següent.
- Després de fixar de nou la peça hi ha una ranura de mostreig longitudinal. Després de cada pas del tallador, la peça de treball ha de girar 1 pas.
Es mostra la foto següent balustres amb ranures longitudinals.

Per fer balustres retorçats necessita una adaptació més complexa.

El patró retorçat s'obté girant la peça durant el moviment del tallador sobre ella. La rotació de la peça de treball i el moviment del router en aquesta màquina es sincronitzen.
/rating_off.png)











