Condicions del molí de tall de metall
El metall és el material per al qual es va dissenyar originalment el rectificador d'angle. Ara s'utilitza per tallar barres de reforç, diverses làmines metàl·liques, canonades de diferents diàmetres, maons, formigó, pedra, rajoles i altres materials de construcció. A causa de la presència de diversos broquets, el rectificador també permet polir i triturar les superfícies dels productes. El tall de metalls amb un triturador és un dels llocs de treball més freqüents. Per reduir la probabilitat de danys, ha de realitzar-se correctament, respectant de manera estricta els requisits de seguretat general i personal.
El contingut
- 1 Preparació per treballar com a molí de metall
- 2 Eines adequades
- 3 Amoladora de tall de xapa
- 4 Tallar un forat rodó en metall mitjançant rectificadores angulars
- 5 Característiques del treball amb metall gruixut, coure, fosa, alumini
- 6 Recomanacions per tallar canonades metàl·liques
- 7 Tall d’una fulla professional i una rajola metàl·lica
Preparació per treballar com a molí de metall
El búlgar pertany relativament a la categoria eines elèctriques perilloses. Es pot ferir a causa d’un disc trencat o una eina que s’ha quedat fora de les mans. En ambdós casos, el perill està associat a una alta velocitat de rotació del motor del dispositiu.

Per millorar l’eficiència de la mola, amplieu la seva funcionalitat, en la pràctica s’utilitzen extres:
- trípodes;
- pinces.

El seu ús permet millorar la qualitat del tall de blancs de metall per millorar la precisió del procés. A més, es milloren les condicions de treball des de la perspectiva de la seguretat, augmentant la seva productivitat.
L’ús d’accessoris us permet utilitzar l’eina com a màquina, dissenyada per dur a terme diferents tipus de treballs.
Per tal d'assegurar el procés de tall tant com sigui possible, el treball amb metall mitjançant un rectificador d'angle ha de seguir diverses normes. Estan convencionalment dividits en esdeveniments preparatoris i principals (de treball).
Abans de començar a tallar, heu de realitzar diverses manipulacions.
- Utilitzeu un material especial Roba de treball i calçat (amb sola antilliscant), guants de tela o pell densa.
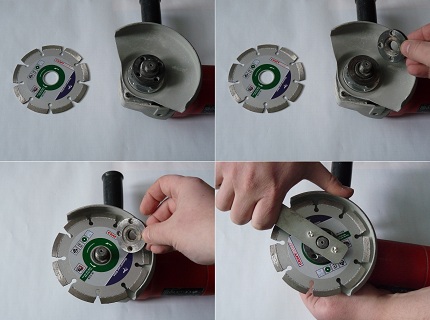
- Prepareu-vos, en funció de les característiques i el tipus de metall que es talla, un disc adequat i, a continuació, instal·leu-lo amb un marcatge a la part superior, mantenint-lo amb una nou.
- Comproveu els broquets de treball utilitzats per a la presència de diversos defectes que vulnerin la seva integritat: sots, esquerdes i altres deformacions.
- Aprofiteu equip de protecció personal: ulleres, respirador o màscara (escut), i en alguns casos també auriculars.
- Comproveu el funcionament de l'eina, la fiabilitat de la fixació de la carcassa (sense ella, està totalment prohibit treballar), l'estat del cable d'alimentació amb el connector.
- Prepareu un lloc de treball: elimineu materials inflamables (greix, combustible, paper, draps) i totes les coses que interfereixin. Cobreu o moveu a una distància segura els objectes que puguin ser danyats per partícules de metall calents.
Si és possible, el material que s'ha de tallar ha de ser fixat per endavant de manera segura, per exemple, en un vici per eliminar possibles moviments aleatoris. Mantenir la peça a les mans o entre els genolls està prohibida.

Eines adequades
Començar a tallar les peces mitjançant una mola angular, haureu de seguir aquestes normes.
- Mantingui el molinet quan talla el metall de manera necessària, amb dues mans.
- Els cercles es poden canviar només després d’acabar completament la seva rotació i refrigerar fins a una temperatura acceptable, desconnectant l’eina elèctrica de la xarxa elèctrica.
- No poseu una eina de treball a terra ni a la taula (no ho deixeu anar).
- Es requereix periòdicament durant uns 5 minuts parada per descansari per conduir refrigerat.
- Cal fer un seguiment constant de l'estat de la roda de tall, evitant que es pencin per les vores del palell.
- No deixeu sense eina l’eina inclosa a la xarxa.
- Utilitzeu només discs de mida adequada indicats al manual d'instruccions del dispositiu utilitzat.
- Treballar millor sobre una superfície planade manera que la posició del cos sigui estable.
- Assegureu-vos que el cable d’alimentació estigui allunyat d’un cercle giratori, de vores agudes, d’objectes escalfats de més de 100 graus.
- Els moviments no relacionats directament amb el tall només s'han de dur a terme amb l’eina elèctrica apagada.
- Haureu de situar-se al costat o darrere de l’eina, fent el treball amb les pròpies mans perquè les parts del cos no estiguin en el pla del tall.
Quan finalitzi el tall de metall amb el rectificador, haureu d’esperar fins que el disc s’aturi completament i desconnecteu el cable d’alimentació de l’instrument de la xarxa elèctrica. Després es recomana assegurar-se que no hi hagi senyals de foc. Quan traieu materials, és correcte mantenir el controlador del dispositiu a la zona del botó d'encès / apagat amb la mà dreta. La mà esquerra al mateix temps està situada al mànec que es torna de dalt a la part superior del cos de l’eina elèctrica.
És inacceptable realitzar treballs amb l’ús del búlgar en un estat molt cansat, o estar sota la influència d’alcohol, psicotròpics o narcòtics.
Quant a la qüestió de quina manera - en un mateix o en un mateix - el disc del búlgar inclòs hauria de girar, aquí no hi ha una resposta definitiva. Les instruccions d’operació indiquen que la primera opció és correcta. Això es deu al fet que les espurnes resultants surten al costat oposat a l’operador, sense causar danys. Els fragments d’un cercle també volaran en aquesta direcció si es trenquen.
Però, en cas que un disc giratori estigui "encallat" a si mateix, l’eina s'enganxarà a un treballador. Per aquest motiu, molts experts prefereixen tallar el metall de manera que el cercle giri "de si mateix". L’eina elèctrica que s’ha tret de les mans volarà al costat oposat. Això redueix la probabilitat de lesions, i la roba, les sabates i els guants protegiran a l’usuari de les espurnes que volen.

Amoladora de tall de xapa
Per tallar metall de diferents tipus i gruixos, utilitzeu les rodes de tall adequades de diferents gruixos i diàmetres. L’algorisme per tallar fulls és el següent.
- Per tal de tallar amb l'ajut del triturador, la xapa està preestablerta sobre una superfície plana.
- Tingueu en compte amb el guix (marcador) les dimensions exactes dels fragments tallats a la superfície del full.
- La serra al llarg de les línies marcades es realitza sense canviar l'angle de la inclinació inicial del disc a la superfície de treball, per tal d'evitar el seu bloqueig i trencament de l'eina elèctrica.
Si no es disposa de les habilitats de serrar la xapa metàl·lica, es recomana prepracticar material suau - Això donarà l’oportunitat de experimentar el treball de l’eina.

Cal tenir en compte que el segment inferior proper del disc talla el metall de manera més eficient.
En tallar xapa, per obtenir un resultat de qualitat cal tenir en compte aquestes recomanacions.
- Cal un punt de tall per millorar el refredament. aboqui aiguaaixò també augmentarà la vida del cercle.
- Val la pena començar a tallar metall només quan el disc gira: no podeu encendre l’eina si el cercle estacionari està en contacte amb la superfície de la peça.
- A la llauna de serra (làmina fina) o tallar diferents formes geomètriques, és més convenient fer servir petites, cercles desenvolupats ("Stubs").
- Premeu el molinet amb un esforç significatiu que no hauria de ser: el tall hauria de passar gairebé exclusivament sota el seu propi pes del molinet.
- Si la roda de tall es deté a la ranura (quan l’eina elèctrica està apagada), el treball només es podrà reprendre després que s’hagi tret.
Si el tall de fulla és lent, canviar el broquet de treball. L’excés de càrrega a la mola angular quan es talla el metall farà que es sobrecaliente o s’encalla la roda giratòria.
Tallar un forat rodó en metall mitjançant rectificadores angulars
A la pràctica, sovint és necessari tallar un cercle en el metall, i només hi ha disponible la mola angular a les eines. Però és suficient per a aquest propòsit. L’algorisme d’acció per a això és el següent.
- Dibuixen un cercle amb compassos a la superfície metàl·lica o en una plantilla de paper (cartró) prèviament feta amb guix o marcador.
- Mantenir el molí en un angle cap a la superfície del full, realitzeu una secció de marcatge preliminar del metall al llarg del marcat contorn, produint moviments curts amb un disc (serrat en petits segments).
- A continuació, moure el filtre de la mateixa manera, aprofundiu la ranura per tal de completar el tall.

Cal tallar al llarg del contorn exterior del cercleper no reduir la mida del cercle. Si el seu diàmetre és petit, després de serrar, tocar els punts de disc metàl·lics (sense moviment longitudinal del broquet). Un forat rodó s'obté amb un tall oblic, així com amb alguns defectes menors (depenen de l'habilitat del treballador). Després, si és necessari, es processarà.
Tot el procés de tallar un forat rodó en xapa amb un dispositiu especial es mostra al vídeo:
Característiques del treball amb metall gruixut, coure, fosa, alumini
Quan cal tallar el metall gruixut en fragments separats, es recomana realitzar les accions següents:
- refredar constantment la zona de contacte del metall amb el disc amb aigua freda a causa del fort escalfament de la ranura;

- fer que tots els talls siguin rectes;
- els diferents contorns curvilínies s'han de tallar en seccions rectes separades de petita longitud, tot eliminant parts innecessàries;
- cal tallar completament la peça en diversos enfocaments, amb cada posterior aprofundiment de la ranura;
- si voleu tallar cantonades, bigues en forma de I, canal, rails, llavors cadascuna de les seves peces estructurals serrà per separat.
El tall de fosa, acer inoxidable, així com metalls no fèrrics, com l'alumini i el coure, es realitza utilitzant cercles especialsdissenyat per treballar amb aquests materials. Tota la informació necessària sobre els discs està inclosa a l’etiquetatge d’aquests productes, aplicats al seu costat. Els cercles es diferencien en la composició dels farcits:
- en alguns, l'additiu és un material resistent capaç de tallar acers d'aliatge;
- altres utilitzen carpetes suaus.
Es prohibeix tallar un acer inoxidable amb discos convencionals per a metalls, ja que inclouen substàncies que condueixen a una corrosió accelerada del tall.. L’alumini i el coure són metalls no ferrosos molt viscosos. Són tallats amb l'ajut d'un molí, abocar querosè format per la ranura del disc. Cal complir amb les normes de seguretat contra incendis.
Recomanacions per tallar canonades metàl·liques
El tall de canonades de diferents metalls és una operació exigida durant les obres de reparació i construcció. Per tallar productes és necessari instal·lar línies d’aigua en sistemes de clavegueram i calefacció. En aquest sentit, els búlgars s'enfronten bé amb diverses tasques. Els discs per treballar es seleccionen segons el material del qual es fa la canonada.
L’ús d’una mola angular us permet:
- canonades de serrar en diferents angles, per exemple, de 45 i 90 graus;
- tallar productes de gran diàmetre;
- tubs de perfil tallat (rectangular o quadrat) exactament;
- produeix un tall longitudinal dels espais en blanc;
- per tallar canonades de ferro colat;
- tallar tubs de paret prima.

Si necessiteu tallar una canonada de gran diàmetre, l’ús del molinet us permetrà realitzar aquest treball sense costos financers significatius. Però, al mateix temps, la productivitat del treball és petita i els riscos són considerables. Quan les canonades llargues es troben sobre els suports, només van veure-les peces de penjar. Si sords al centre, les vores tallades subjectaran la roda de tall, la qual cosa provocarà un embús de l’eina i una possible lesió.
Els experts no només tallen canonades de diferents materials en els angles rectes, sinó que també els tallen els forats de les formes requerides. El treball amb perfils i espais en blanc es realitza de manera similar, amb el compliment obligatori de les normes de seguretat.
Tubs de serrar en diferents angles
Cal tallar amb un angle de 45 i 90 graus de canonada rodona i en forma de tubs quan es posin diverses comunicacions. En qualsevol cas, és necessari que s’hagi produït una sortida uniforme de la canonada de manera que els elements que es connectin estiguin connectats entre ells el més a prop possible.
Res amb un angle de 45 graus les canonades de secció cilíndrica es realitzen de la manera següent:
- prengui el full de paper habitual;
- doblegar-la exactament en diagonal;
- un tub està envoltat d’aquesta plantilla;
- el guix o un altre dispositiu de marcatge posa la futura línia de la llesca;
- treure la plantilla;
- subjectar la peça en un vici;
- tallar el fragment de cinta marcat.

Quan s'aplica una plantilla, qualsevol dels dos costats curts d’aquest triangle hauria de ser paral·lel a l’eix central de la canonada.
Quan cal tallar 90 graus, les canonades s’emboliquen simplement en un cercle (cilíndric) o al llarg del full de paper (perimetral). Després, marqueu el tall de línia. També és molt fàcil marcar la canonada de perfil amb l'ajuda d'una peça d'angle normal.
Si cal tallar un nombre significatiu de tubs en forma d’un angle de 45 i 90 graus, les plantilles corresponents estan fetes d’aquest material, només d’una secció més gran. Això us permet realitzar les mesures necessàries només una vegada. Al mateix temps, per a l’etiquetatge inicial s’utilitza l’angle de construcció o el transportador. Quan es fa la plantilla, s'hi insereixen espais en blanc, marcant les línies de tall. A continuació, feu el tall.
Les plantilles es fan per a altres angles. Aquest mètode augmenta l’eficiència del treball.
Característiques de tall de ferro i canonades de paret prima
El ferro colat és material fràgil. Per veure una mòlta de tubs de ferro colat, actueu en la següent seqüència:
- marca la línia de tall;
- posa una barra de fusta sota la canonada que servirà de suport;
- fer un tall al llarg del contorn amb una profunditat de diversos mil·límetres;
- inserir-lo en el cisell realitzat;
- amb precepte amb un martell fort i fort.
Després de l'impacte, la canonada es trencarà al llarg de la línia. Les seves vores seran força suaus. Si cal, es processen posteriorment.

Per realitzar tall de tubular longitudinal també és important. marcat amb precisió. Per a la seva aplicació, s'utilitzen diversos dispositius, per exemple, un fil de construcció ("batre"). Tot el procés de tall hauria de realitzar-se amb cura, lentament, per no desviar-se de la línia marcada.
Les canonades de paret fina són una de les varietats d'aquest tipus de productes. Sovint es fabriquen amb metalls no fèrrics: coure o alumini. És difícil reduir-los. En aquest cas, s’hauran d’utilitzar els cercles corresponents al blanc per al molinet.
Es requereix fer molt curosament els tubs de paret de paret prima, perquè es poden deformar fàcilment fins i tot a partir de l'aplicació d'una petita càrrega.
Per reduir la probabilitat de flexió de la part tallada, s'aboca diversos farcits solts, per exemple, sorra neta ordinària.
Tall d’una fulla professional i una rajola metàl·lica
Sovint, a la pràctica, cal afrontar la necessitat de retallar un full de perfil o una rajola metàl·lica. Aquests materials estan fabricats en acer, que es cobreix amb capes protectores de zinc i polímer, pintades.

Pel que fa a la possibilitat d'utilitzar molins per tallar-los, s'expressen opinions diferents. A les instruccions d’instal·lació s’escriu que la fulla perfilada no s’ha de serrar amb l’ajut d’una esmoladora angular. Per això heu d'utilitzar altres eines. Però han de ser adquirits, que no sempre es justifiquen per la quantitat de treball que cal fer i també requereix inversions financeres addicionals. Quan no hi hagi una eina diferent de LBM, abans de tallar amb un molí, haureu de conèixer el possible conseqüències negatives.
- Si talleu rajola metàl·lica o corrugada amb una esmoladora angular, es destruirà la capa protectora de la zona de la serra i una mica a prop, i la vora tallada començarà a oxidar-se.
- El material s’elimina de la garantia.
- Les espurnes que volen al voltant poden espatllar no només l’aparença de la resta de la fulla (esquinçar la pintura), sinó també danyar el recobriment de polímer.
- La vora del tall pot estar esquinçada.
Es poden minimitzar tots els efectes negatius considerats si es talla la coberta o la rajola metàl·lica amb un triturador, tot observant les següents recomanacions:
- realitzeu tota la feina immediatament abans de la instal·lació;
- seccions de procés amb compostos anticorrosius;
- cobrir les vores tallades amb una imprimació i una pintura;
- utilitzar discos metàl·lics de gruix mínim (fins a 1 mm);
- per mantenir les vores netes, haureu de tallar molt ràpidament;
- suavitzeu suaument les vores esquinçades.
Abans de tallar, com sempre, gastar disseny de fulls.

Si voleu tallar un quadrat, feu això:
- dibuixa-la a la superfície del full;
- tallar material a la mòlta de contorn marcada;
- Al final, cada racó està ben tallada.
Es tallen cercles o altres figures, treballant de la mateixa manera.
L'ús de rectificadors per tallar rajoles metàl·liques i xapa professional facilita el treball. Es fa més còmode fer-ho perquè les làmines es poden personalitzar segons la mida directament sobre un sostre.
Per assegurar-vos que un full metalperiplitz o professional es manté sota garantia, mesuri l’objecte i ordeneu el tall de fulls de fàbrica. També podeu provar de triar un material amb tals dimensions que no s’exigeix.
El tall de metalls amb un triturador és una manera econòmica, pràcticament assequible i bastant efectiva de tallar-la. En aquest cas, per a cada material s’hauran d’utilitzar els discs adequats sense defectes. D'això dependrà no només la qualitat del resultat, sinó també la seva pròpia salut. Assegureu-vos de tallar el metall, heu de complir les normes de seguretat i utilitzar equips de protecció personal. Sempre s'ha de tenir en compte que quan es treballa amb una mola angular, qualsevol deficiència i desatenció pot provocar lesions. Per tant, cal treballar amb cura i atenció.
/rating_off.png)











