Fulla de serra de cinta
Les motoserres de fusta i metall són àmpliament utilitzades en la producció i les condicions de vida dels artesans domèstics. L’eina principal de tall d’aquestes unitats és una serra de cinta que es desgasta al llarg del temps i requereix afilat o reemplaçament per un de nou. Hauríeu de saber que no només la qualitat del processament del material, sinó també la productivitat de la unitat en conjunt, depèn de l'elecció correcta de la fulla per a la màquina de tall de banda.
El contingut
Escollir una fulla per a serres de banda de metall
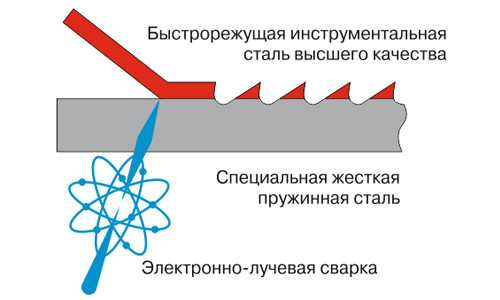
La fulla de tall per a aquest tipus de serra és una cinta amb un cert nombre de dents, soldada en forma d’anell. La base de la cinta està fabricada en acer de molla, amb una elevada elasticitat. Una cinta fabricada en acer d'alta velocitat es solda a la base sobre la qual es fa la mòlta de les dents.
Cada serra de cinta de metall i no només té una etiqueta. Per exemple, el marcatge M42 20 x 0,9 x 2362, 8 / 12TPI, s’interpreta de la manera següent:
- M42: el material del qual es fabriquen les dents de la cinta;
- 20 - aquest valor indica l'amplada de la web, mm;
- 0,9 - gruix d'eines, mm;
- 2362 - longitud d'un cercle d'una cinta de serra, mm;
- 8 / 12TPI: to de les dents a la banda de serra, per polzada.
Es poden elaborar talladors altres materialsPer exemple, des de M51, PQ, TSX i altres. M42 té una alta resistència al desgast i té una duresa de vora de 67–68 HRC. Per tant, les serres d’aquest material es poden utilitzar per tallar acer amb una duresa no superior a 45 HRC. Les fulles de serra M51 són més resistents al desgast abrasiu que les esmentades anteriorment. La duresa de les vores dels incisius d'aquestes serres és ja igual a 68 HRC, gràcies a la qual cosa aquest acer inoxidable talla a pressió i acer, caracteritzat per una alta resistència i resistència a la calor. A més, la serra de material M 51 us permet tallar lingotes d'acer gruixudes, és a dir, peces amb una gran secció transversal.
A l'hora de triar la serra de cintes, s'hauria de prestar especial atenció no només al material del qual es fan les talladores, sinó també al seu pas, així com a la geometria.
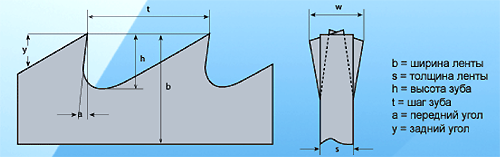
To de les dents
Aquesta és la distància entre les vores de dos incisius adjacents.
Un gran pas carrega el motor de la unitat amb més força i dóna una qualitat de tall negativa. El petit to dels incisius provoca un tall més llarg, augmenta els costos d’energia, però proporciona tall net amb una superfície llisa.
Per tallar material de fulla, canonades (de paret prima) i un perfil, heu de triar una fulla amb un espaiat mínim entre els elements de tall (per 1 polzada). Però si voleu tallar un palet gran metall sòlidCal instal·lar la fulla amb el pas més gran dels incisius. Com més petites siguin les dents (per polzada), caldrà formar el gronxador. A causa d’aquest fet, el tall és menys obstruït amb les fitxes. A més, un graó de dents gran de les eines millora el rendiment de la unitat.
Alçada de les dents
L'alçada de l'eina és la distància entre el punt més baix de la cavitat entre les dents i la part superior de l'element de tall. A causa de la presència d’un buit S'eliminen les fitxesformada en tallar metall. L'alçada de la dent hauria de ser suficient perquè la cavitat no es tapa amb les fitxes i el procés de tall tingui lloc sense dificultat. A més, l'alçada insuficient de les dents provoca un sobreescalfament de la fulla, cosa que fa que es puguin produir microcrocs en ella.
Angle de dent davanter
L’angle d’angle o l’angle d’afilat s’encarrega del grau d’engegada de la tela per al material de la peça. Un gran angle d’afilat no permetrà obtenir una alta precisió en tallar metall.Al mateix temps, un petit angle li permet assegurar un tall de bona qualitat, però redueix el rendiment de l'eina.
Escollir una fulla per a serres de cinta sobre fusta
En primer lloc, per triar la fulla adequada per a la serra de banda, haureu de mirar instruccions per a la vostra màquina. Es mostraran tots els paràmetres de les serres de cinta que es poden configurar en aquest model d’equips (amplada màxima i mínima de la cinta, així com la seva longitud). La longitud del llenç ha de ser exactament com s'ha especificat al passaport de la unitat.
Amplada de captura
L’amplada del cinturó s’ha seleccionat en funció de les operacions que es faran a la màquina. També l’amplada de la cinta no només limita l’amplada de la politja, sinó també el diàmetre. Amb un petit diàmetre de la politja, la cinta àmplia muntada sobre ella es trenca i finalment esclatarà. Per tant, per a cada unitat hi ha un límit sobre l’amplada del complement.
Per a tall recte solen utilitzar serres amb una amplada de 20 a 30 mm. Per descomptat, en una màquina circular, podeu fer un tall longitudinal més ràpid i més precís. Però hi ha una restricció d’altura, que no és superior a 80 mm. En màquines de serra de cintes, es poden processar peces de treball de fins a 200 mm d'altura i més.
Però la tasca principal dels agregats de cinta és tallat figurat. La més petita eina que es pot instal·lar en una serra de cinta és una cinta de 3 mm d'ample. Talla un cercle amb el mateix radi.
Com més gran sigui l’amplada de la cinta, més gran serà el radi mínim que es pot tallar amb ell. Per exemple, una cinta amb un ample de radi de tall de 12 mm inferior a 60 mm no funcionarà. I per a una amplada de cinta de 25 mm, el radi mínim serà d'uns 100 mm.
De mitjana, l’amplada de la fulla hauria de ser tres vegades menor que el radi de tall necessari a la peça de treball. Per tant, l’equip es selecciona d’acord amb les tasques.
To de les dents
Indicat per un número que indica el nombre d’incisius per polzada. Es posa el valor numèric del pas abans de l’abreviatura TPI. En triar un pas, cal tenir en compte:
- quin és el gruix de la peça;
- quina és la duresa del material de la peça;
- el que voleu obtenir el límit net de la peça després de tallar-lo.
Per tal de tallar efectivament el plàstic i tallar la fusta, la cinta ha de tenir almenys tres talladors per polzada. Com més incisius superin una polzada, millor serà el tall. Però això reduirà la velocitat d’alimentació i reduirà el valor límit del gruix de la peça de treball.
Pel to de les dents, les fulles es divideixen en dos tipus: "saltar" i "regular". Tipus de roba "saltar" té un to de 3 a 6 TPI. Entre les dents hi ha espai per a una eliminació efectiva de la serradures, ja que la seva pobra eliminació redueix la qualitat del tall. Tipus de llenços "regulars" té dents amb forma de triangle. Es col·loquen a l’equip en increments de 10 TPI i superiors. Aquest tipus de dents no té prou espai per eliminar ràpidament les fitxes. A causa del major nombre d’elements de tall, el tall d’aquesta xarxa està bastant net. La utillatge es pot utilitzar per tallar blancs de gruix petit i de materials durs.
Aquest tipus de pintures tenen les següents característiques.
- 3 TPI "saltar". El llenç s’utilitza per al tallat de fusta que tingui més gruixuda. El serrador produeix una presa de pressió al llarg de les fibres. Per millorar la qualitat de tall almenys una mica, podeu endurir al màxim la cinta a la màquina i reduir la velocitat d’alimentació.

- 4 TPI "saltar". Es tracta d’un estri universal per serrar al llarg de les fibres. Aquest tipus de fulla es pot serrar a la majoria de les espècies de fusta, incloent-hi espais en blanc amb molts nusos. Si és bo tirar de la serra i reduir l’alimentació, la qualitat del tall estarà a prop de l’acabat.

- 6 TPI "saltar". Aquest és un instant propòsit general. Es pot veure en blanc fins a 50 mm de gruix (al llarg de les fibres) i fusta a través de les fibres de fins a 150 mm de gruix. Aquests números estan indicats per tallar materials amb una alimentació normal a la serra.Si es redueix l'alimentació, és possible processar parts de major gruix. Aquesta serra dóna una qualitat de tall final i és apta per a gairebé tots els tipus de fusta.

- 10 TPI "regular". Les fulles s’utilitzen per tallar materials de fulla (aglomerat, fusta contraxapada, MDF, etc.) per tallar metalls no ferrosos i plàstic. Però quan es processen espais en blanc, es necessita reduir la velocitat de moviment de les eines. No totes les màquines tenen aquesta oportunitat.

- 14 TPI "regular". Podeu tallar fusta contraxapada, MDF, aglomerat i plàstic. Pel que fa a la fusta natural, el seu gruix no pot superar els 25 mm. S'obté el tall més net d'aquesta web avanç mínim. A més, aquesta eina pot retallar metalls tous a velocitats de cinta baixes.

Forma de tallador
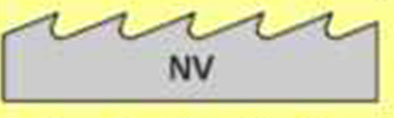
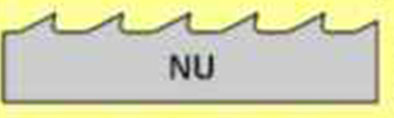
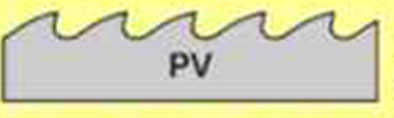
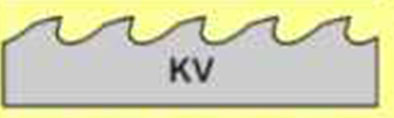
Les fulles de cinturó poden tenir els següents perfils dentaris.
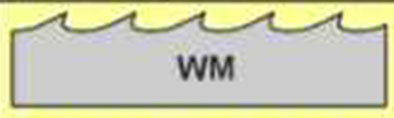
- WM. La plataforma, que té aquest perfil de tallador, està pensada per tallar fustes suaus i dures i és universal. El perfil s’utilitza en serres amb una amplada no superior a 50 mm.
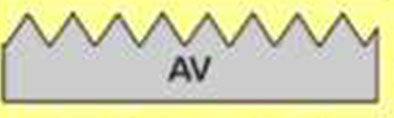
- AV. Es permet el maneig del perfil dels dents fusta duraincloent congelats. A més, aquestes serres poden produir tall transversal del material.
- NV. S’aplica a cintes de fins a 30 mm d’ample per les quals es pot utilitzar tall de forma qualsevol espècie de fusta.
- Nu. El perfil té un buit gran. S'utilitza per tallar fustes suaus.
- PV. Aquest perfil s’utilitza a l’ample de l’eina de més de 50 mm. Gràcies al perfil fotovoltaic, les serres tenen una bona estabilitat en tallar la fusta tova.
- KV. Utilitzar en cintes àmplies (fins a 80 mm) per tallar fusta tova.
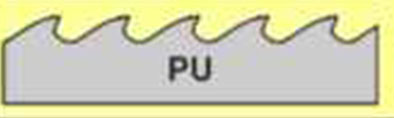
- PU. S'utilitza per tallar fusta massissa en cintes de més de 80 mm d'ample.
Dentat
Les dents de les serres estan divorciades per tal de reduir la fricció de la fulla a la peça de treball i evitar-ne el bloqueig. L’ample de tall hauria de superar el gruix de l’equip en un 30-60% aproximadament.
La disposició dels incisius pot ser de tres tipus.
- Disseny clàssic. La serra de dents es va doblegar en diferents direccions alternativament i a la mateixa distància.
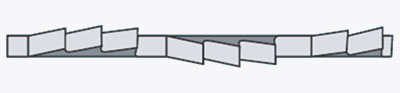
- Disposició de desmuntatge.
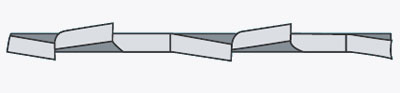
Cada dos dents, la següent (tercera) no es doblega i té la forma d'un trapezi. L’eina està situada al centre de l’utillatge i fixa la direcció de tota la serra de banda. Aquest disseny s’utilitza per a serres que treballen amb materials durs.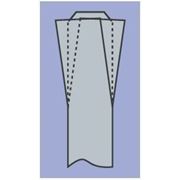
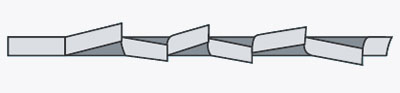
- Disseny d'ones considerat el més difícil. Els incisius es doblegen en forma d’una ona en diferents direccions.
És important saber que, mentre es fa la disposició de les dents, no tota l’eina està inclinada, sinó la seva part: de 1/3 a 2/3 de la distància de la part superior de la dent. Cada fabricant d’eines recomana la seva pròpia desviació lateral a la dent. Però, de mitjana, es troba entre 0,3 i 0,7 mm.
Com més suau sigui el material, més forta serà la serra i viceversa. Però no és possible permetre aquest cablejat d’incisius, de manera que al centre del tall no s’hauran de tallar seccions. Cal tenir cura que les dents es desvien cap a un costat. la mateixa distància. Si el disseny és desigual, la serra de banda es mourà cap al costat on les dents tenen una inclinació més forta.
Serres de cinta per afilar
Per descomptat, és millor afinar la serra de banda en una màquina especial, en tallers especialitzats. Sí, i les serres d’afilat professionals de baix cost. Però si per qualsevol motiu no teniu la capacitat de portar una serra de nitidesa, l’eina es pot editar independentment.
Serres de cinta per afilar produïdes per fitxer o fitxer petit a la vora anterior i posterior de l’incisiu amb diversos moviments (3-4) per a cada dent.

També es pot afilar la serra de cintes amb gravadorutilitzant una eina dissenyada per afilar motoserres.


L’equip s’insereix en el gravador i l’incisiu s’afina amb moviments suaus a la part superior de l’incisiu.

No cal portar un metall fort, simplement alleugerir-lo.
També podeu intentar afinar i serres de metall. Però normalment no s'afina, ja que la part de tall d'aquestes franges de serra és bimetal o té una zona de refredament. Les dents d'aquestes cintes funcionen fins que es desfacin i poden tenir microcrocs. Si es reorganitzen, començaran a enfonsar-se més ràpidament o començaran a reduir-se encara més.
/rating_off.png)











